

针对线路板废水特有的处理难点,三菱MBR膜系统展现出显著的技术适配性:
| 核心优势 | 线路板废水痛点 | 三菱MBR解决方案 |
|---|---|---|
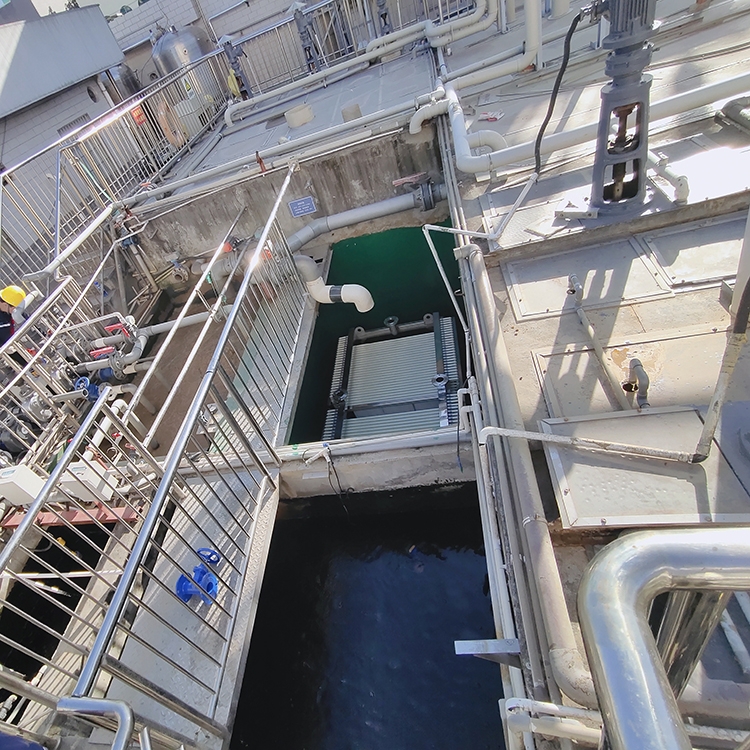
| 超强的耐冲击负荷能力 | 线路板生产线排放规律导致水量水质波动剧烈,传统生化系统易崩溃。 | 系统能维持高达15-20g/L的活性污泥浓度 。极高的污泥浓度意味着强大的缓冲能力,即使进水水质突然变化,系统也能保持稳定运行,确保出水水质不波动。 |
| 优异的抗污染与清洗性能 | 废水中的表面活性剂、络合剂易导致膜污染,增加清洗频率。 | 独特的膜丝配方和三层复合结构赋予了膜优异的耐酸碱、耐氧化性能 。当膜受到污染时,可采用高浓度的酸、碱或氧化剂进行高效清洗。东莞某线路板厂实际运行案例显示,化学清洗后膜通量恢复率可达100%,且清洗周期长达30-50天 。 |
| 高效的固液分离与重金属吸附 | 生化处理后泥水分离困难,且出水中可能携带微量重金属。 | 膜组件取代了传统二沉池,利用物理截留作用将活性污泥完全保留在生物反应器内。高浓度的污泥絮体对废水中的重金属离子有良好的吸附作用,通过排泥可有效将重金属从系统中去除 。 |
| 紧凑的模块化与节能设计 | 线路板企业通常用地紧张,技改空间有限。 | 三菱膜通量大,处理同等水量所需的膜面积更小,占地面积仅为传统工艺的几分之一 。同时,由于膜的高效性能,膜池的吹扫曝气量可减少,有效降低了整套系统的运行能耗 。 |
4 典型工艺路线与案例实证
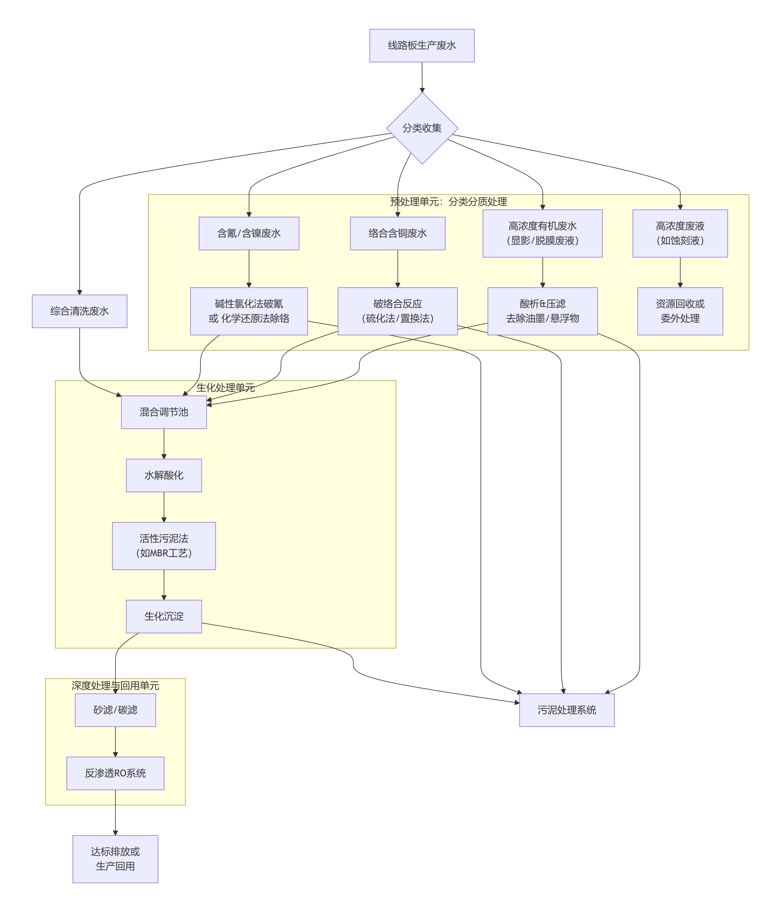
在实际工程应用中,三菱MBR膜通常与物化预处理结合,形成完善的线路板废水处理工艺:
工艺流程:
原水(络合废水/油墨废水等分类收集) → 物化预处理(破络/混凝沉淀)→ 水解酸化 → 好氧生化处理(三菱MBR系统) → 后续处理(RO回用或达标排放)



 客服1
客服1